超精密研削加工へのニーズと対応技術
1.はじめに
超精密研削加工に求められる加工精度は、他の工作機械の加工同様に指定される幾何精度で指定されるのが一般的だが、さらに仕上げた加工面の面品位を評価の対象にすることがある。
面品位は見た目を重視することから、使用目的や取り付ける場所によって評価する人の要求と期待の度合いが異なり、測定器の値だけではなくサンプルを製作しておき目視による比較評価をすることもある。
超精密研削加工分野では、求める評価の設定値が高くなるだけでなく、測定器と測定方法、その設置環境まで取り決めをそておくことがある。超精密加工分野の加工と測定の経験がある方であれば、機上で仮測定をした実施した値と機外で測定した値が一致しないこと、時間の経緯と共に測定値が変化してしまう現象に直面して驚かれたことがあるだろう。これらの違いが発生する原因はいくつか考えられるが、特に大きい・重い被削材では「加工前・中・後の熱変化」と「加工時と測定時の保持方法の違い」がもっとも影響すると考えられる。せっかく、環境が整った場所で理想的な超精密加工で仕上げたとしても、測定の為に被削材の着脱・移動において温度変化や姿勢変化によって無用な誤差を取り込んでしまうことがある。いつまでも要求精度にたどり着くことが出来ない迷宮に入り込んでしまう。
超精密研削加工の対象は平・丸・形状などに広範囲で、微細加工なのか大型加工なのかによって求める幾何精度が異なり、使用する機械の構造・加工方法・加工時間も変わるので、今回は、分かり易いであろう超精密平面研削加工を例に説明する。
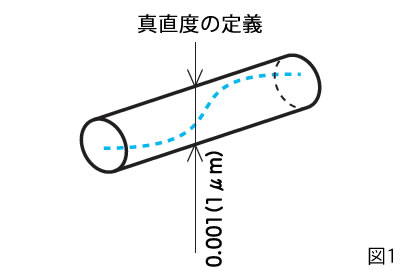
超精密平面を研削仕上げする為の解説は、JISの幾何交差で定義している真直度を基本とし、機械に持たせた真直運動精度をいかに精密に被削材に転写し、いかに正確に測定する必要があるかについて考える。ここで表現する真直運動精度とは、機械が加工する任意の長さにおいてJISで定義する幾何交差を動的(摺動)精度として仕上げておく。(下図1)
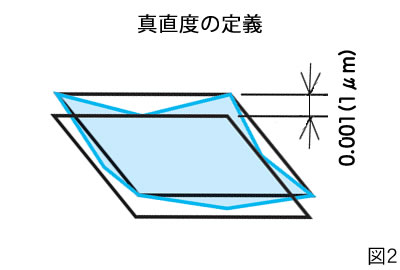
また、超精密平面を確保するには前後・左右に直行する2つの動的(摺動)精度を同様に仕上げておく必要がある。(下図2)