機械情報ニュース
-
- 2026年7月16日
-
岡本工機は2026年中に、研削加工で精度を高めて異音や振動を抑えた内歯車と2段歯車の外部販売を始める。自社開発の超音波研削技術を適用して高精度加工した歯車。人型ロボットなど精密な動作が必要な分野に向けて販売する。
提供する研削歯車は、内歯車が最小内径20ミリメートル、2段歯車は2列の歯同士の間隔が最小で3ミリメートル。砥石が干渉するため、いずれの部位も寸法が小さいほど研削が難しい。ネジ状の砥石で連続的に歯車を研削する創成研削で効率を高める。超音波発生器を組み込んだ専用の研削盤と、砥粒に立方晶窒化ホウ素(CBN)を使った電着砥石の開発が今年夏ごろ終了する見込み。府中工場(広島県府中市)に生産ラインを導入して年内に量産を始める。投資額や生産能力は明らかになっていない。
岡本工機は岡本工作機械製作所の100%子会社で、歯車と専用工作機械の生産を手がける。歯車の超音波研削技術を10年近くかかって自社開発。18年に傘歯車、19年に円筒歯車で、超音波研削を施した製品の量産を始めた。
この超音波研削により、通常の歯車研削に比べると表面粗さを10分の1以下に抑えられ、ショットピーニングを施したような表面の高強度化や、騒音・振動の低減効果もある。新たに提供開始する内歯車と2段歯車で、人型ロボットの高性能化に貢献する。
- 2026年7月16日
-
- 2026年7月13日
-
広商NEXUSは、治具図面を作図したり、3次元データを2次元化したりする変換サービス「redraw(リドロー)」を始めた。ポンチ絵の図面化やCADデータの変換など中小製造業で担い手不足となっている作業を請け負う。価格は1時間当たり税抜き2800円から。年間50件の受注を目指す。
広商NEXUSは機械工具販売が主力。近年は検査部門と設計部門を設け、中小製造業の技術支援に注力しているところ。顧客の中でも中小零細企業には3次元データを協力会社に渡して加工依頼したくても協力会社側が3次データ化を受け取ることができずに2次元化して渡す業務が少なくない。また図面データがデータ化されていないことから、新規の治具製作の際に過去の実績を活用しにくい環境となっている。
同社はこうした顧客のニーズを吸い上げ、図面のデータ加工を請け負うことで、顧客の業務効率化を支援する。主なサービスはポンチ絵やラフスケッチからの図面作成、2次元と3次元データの図面変換、紙図面のデータ化。同社の社内エンジニアを活用しつつ協力会社にも支援を仰ぎ、サービスの提供体制を整え、図面の検証も行う。
同社は新サービスを通じ、新たな顧客を獲得。治具や部品製造にかかわる工具や各種システム提供など「当社のメーン事業につなげるきっかけとする」
- 2026年7月13日
-
- 2026年7月9日

-
・オークマ
オークマは江南工場(愛知県江南市)を再開発して新設した二つの拠点のうち「グローバル・イノベーション・センター」(GIC)を、納入後の顧客をサポートする「知的・デジタル拠点」(千田治光取締役常務執行役員)の旗印を掲げる。
設置した「遠隔サポート室」では、遠隔サポートサービスを近く始める。顧客に納入した機械のデータを収集・分析する。主軸など主要部品の状態を常時監視し、異変があると即座に顧客に連絡したり、より良い機械の使い方のヒントを伝えたりする。
そして、その先のサポートにこそ「共創」をテーマとするGICの真の狙いがある。それが顧客の将来の工場のあり方を共に議論する取り組みだ。遠隔サポートで得たデータ・分析結果を基に、革新的自動化技術などを、バーチャルシミュレーションなどデジタル技術を活用しながら提案する。
GICには秘匿性の高い「コラボレーションルーム」と呼ぶ、顧客や周辺装置メーカーなどがテーマによって一定期間、利用して議論を深める部屋も用意している。家城淳社長はGICについて「お客さまの生産革新を支える場だ」と強調する。
- 2026年7月9日
-
- 2026年7月8日
-
・DMG森精機
DMG森精機は工作機械の顧客向けポータルサイト「myDMGMORI」を18年から展開しており、同サイトで切削工具やクーラントを購入できるなど顧客の操業を支援してきた。サイトの機能拡充を進めており、25年10月には顧客の工作機械の修理依頼を同サイトで受け付けるようにした。
電話で受け付けるのに比べ、デジタル上に依頼内容を直接記録できる利点がある。顧客が工作機械の状況を写真や動画で撮影してデータを添付すれば、担当者が状況をすぐに把握でき、迅速な修理対応につながる。
修理対応の拠点が、国内最大の生産拠点である伊賀事業所(三重県伊賀市)の一角にあるMROセンターだ。修理復旧やスペアパーツ担当の西川拓樹執行役員は「70人のエキスパートが修理依頼を受ける」と体制を説明する。エンジニア出身など工作機械の技術に明るいメンバーだ。修理依頼内容に対応し、顧客に電話をかけるなどする。依頼内容の約7割はエキスパートが解決し、残りはエンジニアが顧客に出向いて修理する。
工作機械の日常的な安定稼働も支援している。DMG森精機は工作機械の稼働を止める要因として「加工3悪」と定義する切りくず、クーラント、ミストの対策製品・サービスを自社で手がける。クーラントは鋳物の加工時に粉のように細かい切りくずが混じった状態でクーラントタンクにたまるため、定期的な掃除が必要になる。工作機械はその間は稼働できない。
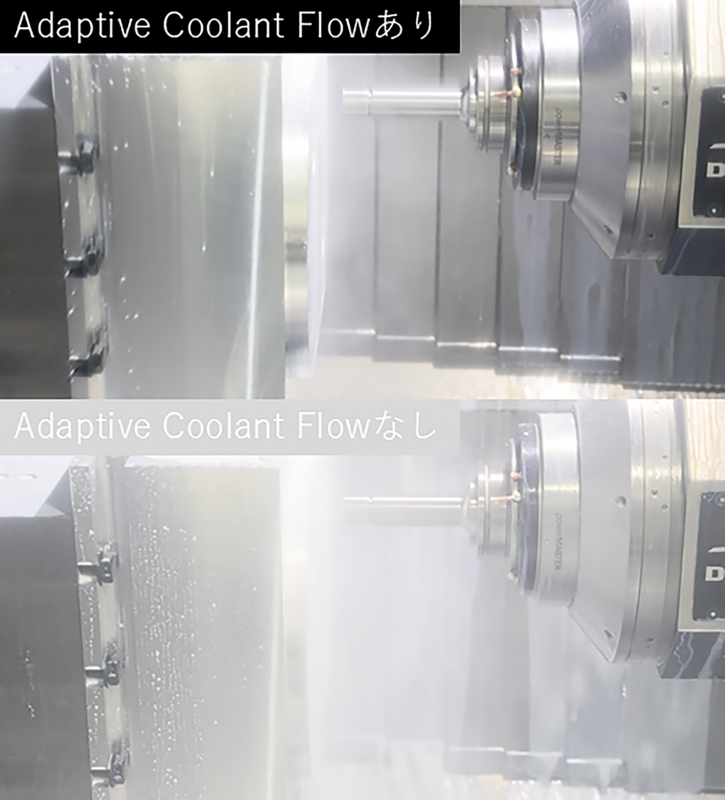
そうしたクーラントの使用量を抑える製品「アダプティブクーラントフロー」を1月に開発した。通常、クーラントは常に最大圧力の流量で使用するが、一部の用途では最大圧力でなくても済むことに着目。ソフトで使用量を制御するのが特徴だ。このソフトとクーラント装置で構成する製品だ。
切りくずを分断するには最大圧力が必要だが、加工対象物(ワーク)の加工面品位を良くする用途や切削工具の寿命を延ばす用途では最大圧力でなくても済むことが分かった。そこで使用する切削工具ごとに最適な流量を自動調整してクーラント装置から吐出できるようにした。これにより、ある機種の加工例では消費電力を最大89%削減できた。一方で、加工面品位や工具寿命は維持できるという。
- 2026年7月8日
-
- 2026年7月7日

-
・ヤマザキマザック
ヤマザキマザックは段取り作業支援ソフトウエア「マザトロールDX」の機能を段階的に拡充しており、4月には新たに数値制御(NC)画面の操作トレーニングができる教育サポート機能を追加した。オフィスのパソコンにNC画面を再現し、機械の稼働を止めることとなく操作トレーニングが可能となる。
マザトロールDXは見積もりやプログラミング、機上段取りといった、オペレーターのスキルに依存していた作業を非熟練者でも行えるようサポートするソフト。機械とオフィスのパソコンをネットワークでつなぎ、これまで機械側で行っていた作業をオフィスで実施できる。
例えば見積もり作成。3次元(3D)モデルをソフトに取り込むと加工時間や加工費を自動で算出し、必要な工具も選定してくれる。3Dモデルからプログラムを自動作成する機能などもある。オフィスで作成した加工プログラムを機械に送ると機上の段取り指示書を自動作成。オペレーターは、それを見ながら工具取り付けなどの作業を行える。
マザトロールDXはサブスクリプション(定額制)サービスで、料金は3年間で約30万円と比較的安価に設定している。国内のみならず、欧米や中国などでも展開している。
- 2026年7月7日
-
- 2026年7月6日
-
工作機械大手が顧客の加工支援や製品の長期稼働にデジタル技術やAI(人工知能)を活用する増え始めた。加工プログラムや見積もりの作成、製品の修理対応や安定稼働を支援する取り組みが広がる。「止まらない機械」の実現や製品単体にとどまらないサービス提供により、顧客の生産性向上を支援する。
・シチズンマシナリー
シチズンマシナリーは、旋盤の顧客企業が受注した部品加工の見積もり作成を支援する月額制のクラウドサービスを2025年7月に始めた。AIを活用し、顧客が過去に作成した図面や見積もりデータから類似の図面を検索して見積もりを作成できる。作成時間の短縮や精度向上が見込める上、浮いた時間をより付加価値の高い業務に充てることが可能とみる。
顧客企業は中小製造業、中でも自動車産業の中小サプライヤーが多い。こうした企業では社長ら一部の人間が見積もりを手書きで作成しており、見積もりにかかる負荷が課題になっているという。伊奈秀雄社長は「社長の頭に入っているものをクラウドに上げ、次の世代が使えるようにすることを支援する」と狙いを説く。高齢の社長も多い中で、属人化した部分をサービスで標準化すれば事業継続にもつながると見込む。
サービスに興味を持つ企業は増えているが、現状は導入に慎重なところが多いという。ただ、自社と顧客企業の関係性を強化する施策と位置付けており、将来の旋盤の更新時にサービスも導入してもらうケースを想定する。
- 2026年7月6日
-
- 2026年7月3日

-
DMG森精機は工具と工具保持具「ツールホルダー」の交換作業や計測工程の自動化に乗り出した。三重県伊賀市の伊賀事業所に独ハイマー(バイエルン州)の工具交換・計測セル「オートメーション・キューブ・ワン」を導入。これまで作業者が手がけていた同工程の完全な無人稼働を実現し、生産効率や安全性、品質をそれぞれ向上している。
オートメーション・キューブ・ワンは協働ロボットや直行ロボットなど全12の駆動軸で構成。まず加工後の工具が付いた状態のツールホルダーと新しい工具を並べた専用のパレットをコンベヤーで搬送し、ロボットに搭載されたカメラで工具データが記載されたICチップを読み取る。その後、ロボットで新工具をつかみ超音波で表面の被膜なども含めて洗浄した後、治具に移動して工具の長さや刃先の形状を測る。
次に複数のロボットでツールホルダーを焼きばめ装置に移して400度C以上に加熱し、使用済み工具を外して新工具に付け替え、冷却して工具長さなどを計測。10分の1ミリメートル単位で公差内にあることを確認して次の加工工程に回す。作業者はパレットに工具やホルダーをセットするだけで一連の工具交換、計測、計測データの工作機械との共有、管理までを自動化できる。
伊賀事業所では工作機械のベッドやサドルなどの鋳物部品の加工に使うエンドミルやリーマー、ドリルと各ツールホルダーの組み立てや計測に同セルを使い、生産効率を従来比約3割向上した。また工具の洗浄や焼きばめ装置を使った交換工程の自動化で、「刃先で手をけがしたり、やけどしたりする危険を回避でき、安全性を高めた」(DMG森精機のブルーメンシュテンゲル健太郎執行役員)。
品質面では焼きばめ装置で加熱したツールホルダーに触れることなく、ロボットで工具を押し込むことによる確実な装着を実現。超音波洗浄で工具被膜などの異物も取り除くことで、加工時の工具の振れを抑え、加工品質の向上や工具寿命の延長にもつなげている。
- 2026年7月3日
-
- 2026年7月2日
-
オークマは、江南工場(愛知県江南市)を再開発して建設していた2拠点を完成、稼働したと発表した。自動化システムをメーンとする組立工場と、顧客との「共創」をテーマとした拠点。総投資額は143億円と同社として「過去最大」。リードタイムが長い自動化システムを新拠点に集約することで国内工場全体の年間生産能力が中型機ベースで800台増える。
組立工場「ドリーム・サイト・エンジニアード・ソリューションズ」(DSES)の面積は1万7000平方メートル。工作機械にロボットや搬送装置などを連結した自動化システムをメーンに扱う。「秘匿性が重要になっている」として顧客ごとにゾーンを区切り、組み立てや加工確認を行う。顧客は自社ゾーンに専用通路からアクセスする構造で秘匿性を高めた。
一方の「グローバル・イノベーション・センター」(GIC)は2階建て、延べ床面積4700平方メートル。顧客や周辺装置メーカーと将来の工場を議論する場のほか、顧客の機械の稼働状態を監視する「遠隔サポート室」などを設置した。
- 2026年7月2日
-
- 2026年7月1日

-
日本機械工具工業会は、超硬工具の原材料であるタングステン調達を円滑化するため、超硬工具スクラップのリサイクルを推進する窓口事業者のリストを発表した。このほど改訂した「超硬工具スクラップのリサイクル促進ガイドライン」に付随する形で、スクラップの国内還流・活用に賛同し、自社の方針を示す会員企業など27事業者を公表した。
超硬工具ユーザーがスクラップの引き渡し先や回収ルートを検討する際の判断材料として利用してもらう。事業者は次の通り。
▽アドバンストマテリアルジャパン(東京都千代田区)▽アライドマテリアル(同中央区)▽イワタツール(名古屋市守山区)▽大阪鉛錫精錬所(兵庫県尼崎市)▽岡﨑精工(大阪市東淀川区)▽小笠原金属(大阪府忠岡町)▽京セラ▽共立合金製作所(エバーロイ商事、大阪市福島区)▽グーリングジャパン(愛知県豊田市)▽グリーンツール(岡山県笠岡市)▽サンアロイ工業(兵庫県福崎町)▽サンクト(東京都江東区)▽三和ダイヤモンド工業所(大阪市生野区)▽住友電気工業(住友電工ツールネット)▽タンガロイ(福島県いわき市)▽トーカロイ(愛知県瀬戸市)▽日本新金属(大阪府豊中市)▽日本ハードメタル(神奈川県愛川町)▽ノトアロイ(石川県志賀町)▽阪和興業▽冨士ダイス▽マコトロイ工業(津市)▽三菱マテリアル▽瑞穂工業(九州瑞穂、大分県宇佐市)▽MOLDINO(千葉県成田市)▽矢野金属(堺市美原区)▽YOKOSHIRO(愛知県江南市)
- 2026年7月1日
-
- 2026年6月30日
-
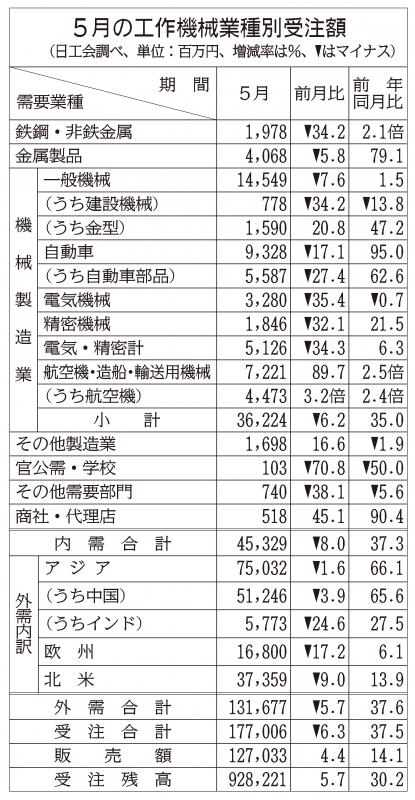
日本工作機械工業会(日工会)が発表した5月の工作機械受注総額(確報値)は、前年同月比37・5%増の1770億600万円となり、11カ月連続のプラスだった。歴代4番目の高水準。中国を中心にアジアがけん引し、外需が同37・6%増の1316億7700万円と歴代3番目の記録だった。内需は「自動車」や「航空・造船・輸送用機械」が伸び、同37・3%増の453億2900万円だった。
5月は国内は大型連休で営業日数が少なく、海外は6月が半期末になるため、「どの年も4・5月は数値が出づらく、6月に伸びるのが通常のパターン」(調査企画部)だが、最近の受注活況により過去の事例が当てはまらない好結果となった。
外需は20カ月連続のプラスで、2025年12月以降の各月が1―6位を占め歴史的な高水準が続く。アジア、特に中国での好調が全体の伸びを支えており、アジアは前年同月比66・1%増の750億円、このうち中国は同65・6%増の512億円。いずれも歴代3番目に多かった。
中国は自動車がハイブリッド車(HV)中心に伸びたほか、データセンター(DC)やロボット向けの受注も出た。「限られたユーザーではなく全体的に裾野が広がっている」(同)とみられる。インドは同27・5%増の57億円と堅調に推移する。
北米は同13・9%増の373億円で歴代4番目に多かった。石油・ガス関連などの一般機械向けが伸びたほか、航空機の機体やエンジン、宇宙分野の需要が続いている。ジョブショップからの受注も増えてきたという。
内需は自動車がHV中心に完成車・部品メーカーともに春先から回復傾向にあり、低水準だった前年の反動もあるが同95・0%増の93億円を記録。航空・造船・輸送用機械は同2・5倍の72億円で初めて70億円を超えた。
中小企業のユーザーの設備投資動向は省エネルギー補助金の採択待ちのところもあるが、仕事が増えてきたために補助金が出る前に早めに工作機械を導入する動きが出てきているという。
内・外需などの地域を問わずにみると、DCや半導体製造装置関連の需要が多くの地域であり、「受注の中核と言える存在になっている」(同)。日工会は5日に26年の受注総額見通しを2兆円(前年比24・7%増)に上方修正した。年初には1兆7000億円(同6・0%増)と予想していた。6月以降もDCや半導体関連がけん引役となり好調な受注環境が続けば、達成が見えてくる。
- 2026年6月30日
機械トピックス
-
- 2026年7月21日

-
ユニソル ユニソル>刃先の強度高め延命 卓上ドリル研磨機New
ユニソルは円すい型ドリルに対応する卓上型研磨機「M―01―A」を発売しました。対応サイズは直径2ミリ―13ミリメートル。刃先を平面に仕上げる研磨方式を採用しており、刃先の強度向上と延命につなげます。独自の刃先ポジショナーと微調整が可能なコレットホルダーを採用。
ポジショナーの基準線と刃先が平行になるよう目視による正確なセッティングを容易にし、安定した精度の研磨を可能にしました。
- 2026年7月21日
-
- 2026年7月17日
-
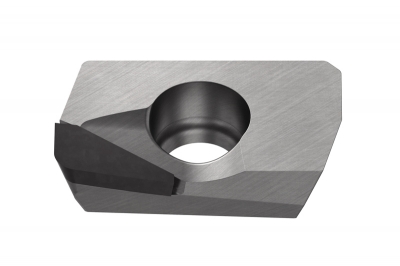
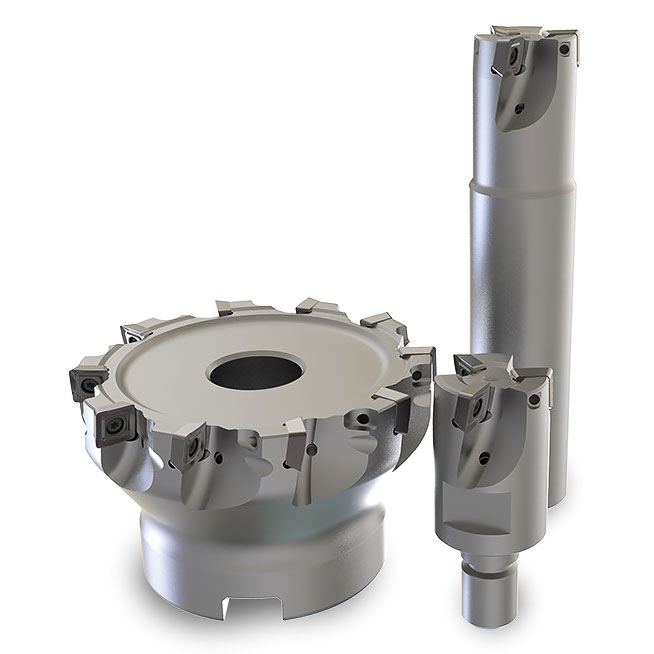
住友電気工業は隅削りカッター「SEC―ウェーブミルWEZ型」に、高強度な多結晶ダイヤモンド(PCD)材種を拡充して発売しました。
耐欠損性と耐摩耗性を両立しつつ、高精度な加工と長寿命化を実現。アルミニウム合金などの非鉄金属材料の安定した加工に適します。
- 2026年7月17日
-
- 2026年7月15日
-
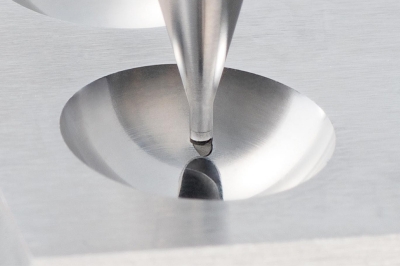
住友電気工業は、金型仕上げ加工用エンドミル「スミボロン バインダレスエンドミル」を発売しました。
独自の製造プロセスで、結合材を一切使わず立方晶窒化ホウ素(CBN)粒子を直接強固に結合させる「バインダレスCBN焼結体」を適用。高品位な鏡面加工と長寿命化を両立し、工具交換の手間や段取り時間を減らせます。
従来のスミボロンバインダレスは粒径数百ナノメートル(ナノは10億分の1)だったのに対し、今回はCBN粒子を同数十ナノメートルに微粒化させた精密加工用新材種を開発。独自の加工技術により、鋭く高精度な切れ刃で高品位な鏡面加工を実現。工程短縮や磨き時間の削減にもつながります。
高硬度なバインダレスCBNによって長時間加工を行っても寸法変化が小さく、長寿命化を達成。ラインアップはボールエンドミルが12型番、ラジアスエンドミルが4型番。
- 2026年7月15日
-
- 2026年7月14日
-
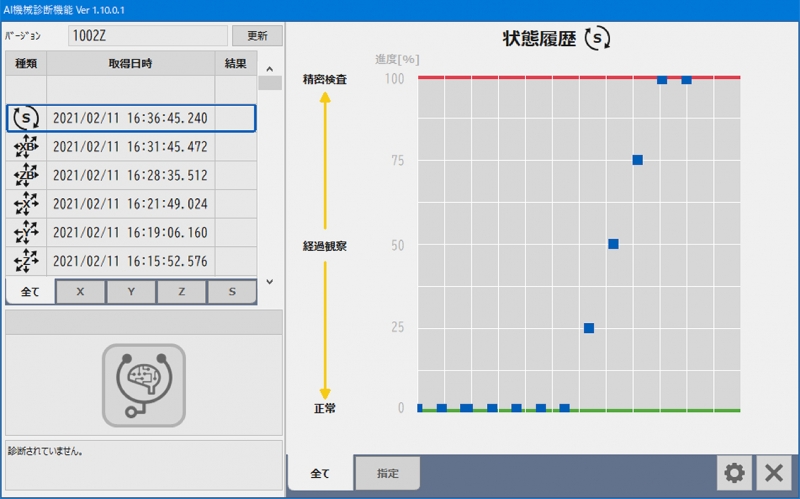
オークマは工作機械のコンピューター数値制御(CNC)装置に内蔵したAI(人工知能)により旋削主軸の異常を診断する機能を開発しました。
従来、人手により1時間程度を要していた診断時間を、約3分に短縮。保全の専門知識に依存することなく故障の予兆を検知し、突発的な機械停止を防止できます。
専用のセンサーは不要でCNCの情報のみで診断する。オークマによるとセンサーレスによる旋削主軸のAI診断機能は世界初。
1サドルCNC旋盤「LB EXシリーズ」、複合加工機「マルタスBIIシリーズ」「同Uシリーズ」に標準搭載。
ほかの旋盤などにはオプション設定。
- 2026年7月14日
-
- 2026年7月10日
-
菱マテリアルは、インサート(刃先交換チップ)の小型化による多刃設計でテーブル送り速度を向上させるスクリューオン式肩削りカッター「ASX300」を発売しました。
従来ある同種のASX400より、インサートのサイズを一回り小さくした。切れ刃稜線と刃先形状の最適化で、インサート寿命の向上と高品位な仕上げ面を実現。
加工時間を短縮し、電力負荷など環境面にも寄与します。
- 2026年7月10日
-
- 2026年6月29日

-
シグマ光機は炭素繊維強化プラスチック(CFRP)製の光学定盤(ブレッドボード)を発売しました。
レーザー加工機などの光回路の形成用で熱変位が少なく軽量。熱膨張係数0・3の低膨張タイプと同3・8の汎用タイプがあります。
50ミリメートル間隔で直径6ミリメートルのネジ穴があり、ミラーや各種フィルターなどの光学デバイスを高い位置精度で固定可能。熱膨張係数は1メートルの物質が1度Cの温度変化時の変位を1マイクロメートル(マイクロは100万分の1)単位で表す。低膨張タイプは熱膨張での誤差発生が従来の主流のアルミニウム製の約70分の1。
- 2026年6月29日
-
- 2026年6月24日

-
三菱マテリアルは、インサート(刃先交換チップ)を独自のV字型形状にし、長時間の安定加工を可能にした多機能肩削りカッター「RS0112」を発売しました。
V字形状で切れ味と刃先強度を両立できるようになり安定加工を可能になります。丸みを帯びた、高精度な大R切れ刃と最適化された刃先形状で高品位な仕上げ面を実現し、耐欠損性を高めました。カッターのボディーの耐久性も強化しました。
合金鋼やステンレス鋼、チタン合金など幅広い被削材に対応し、生産現場の自動化や省人化のニーズにも対応。
- 2026年6月24日
-
- 2026年6月22日
-
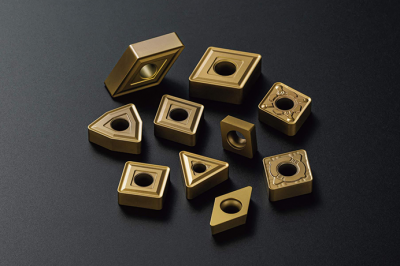
住友電気工業は鋳鉄旋削用コーティング材種「AC4115K」を発売しました。独自の化学気相成長(CVD)コーティング技術により同社従来品と比べて約2倍に耐摩耗性を高め、工具寿命の延長と加工コストの低減に寄与します。インサート(刃先交換チップ)は計292型番をラインアップ。
独自のCVDコーティング技術「アブソテック」を適用し、結晶の配向性の制御を高度化したアルミナ層と、耐塑性変形性に優れる超硬母材を組み合わせることで耐摩耗性を大幅に向上させました。
自動車産業では車体の軽量化による燃費向上を目的に、部品の薄肉化・高強度化が進み、高強度ダクタイル鋳鉄の採用比率が高まっています。新製品はこうしたニーズに応えるため、ダクタイル鋳鉄の連続加工に適するよう開発しました。
- 2026年6月22日
-
- 2026年6月15日

-
MOLDINOは、高硬度鋼用微細超深穴加工ドリルの「エポックマイクロステップボーラーHエボリューション(EMSBHE)―ATH」について、注射針金型用ゲージピン穴規格に適合する118サイズを追加発売しました。工具直径で100分の1ミリメートル単位での品ぞろえ。
EMSBHE―ATHは、独自の切りくず排出機構と刃形を持つため、加工穴深さと切れ刃径の比率が30の小径深穴直彫り加工が可能になります。
- 2026年6月15日
-
- 2026年6月12日

-
ブラザー工業は、パレットチェンジャーを搭載した小型マシニングセンター(MC)「スピーディオRシリーズ」について、生産性を向上した新型機を発売しました。
標準仕様の主軸回転数を従来比20%高め、熱変位の自動補正機能などを搭載。
標準仕様の主軸回転数を毎分1万2000回転に上げた。併せて高速の同2万回転仕様、高トルクの同1万回転仕様も追加
新機能としては機械の熱変位をタッチプローブにより計測し、自動補正する機能を搭載。加工前の暖機運転をしない場合でも精度の安定を図れ、従来比約10%の生産性向上が見込めます。
また工具交換時に主軸との間に切り粉が侵入する「切り粉噛(か)み」を検出する機能も装備。検出するとエアやクーラントで自動洗浄し、再度切り粉噛みをチェック。問題がなければ加工を再開するため、長時間の無人運転に寄与します。
新型機に合わせワイドストロークの「W1000Xd2」、横型の「H550Xd1」にも毎分2万回転の高速仕様を追加。W1000Xd2には同時5軸仕様も追加した。
- 2026年6月12日
展示会情報
このニュースにお知らせはありません。