-
- 2026年7月29日

-
ワルタージャパンは、鋼系、ステンレス系の両被削材に対応する旋削チップ材種「WMP20G」を発売しました。
超硬母材のコバルト配合を見直し、硬度と靱(じん)性を両立。工具を集約でき被削材によりチップを交換する手間が省けます。同社最新の薄膜を特徴とする化学気相成長(CVD)コーティングも施し。
超硬母材のコバルト量について、外側ほど多くして靱性を高め、内側ほど少なくして硬度を高めることで相反する特性を両立。幅広い被削材に対応できるようにしました。
最新のコーティング技術「タイガーテックゴールド」はCVDながら膜厚が6マイクロメートル(マイクロは100万分の1)と薄く、物理気相成長(PVD)コーティングに近い切れ味を実現しました。
併せて断続切削や溶接面、ミルスケールなど悪条件の被削材に対応する高靱性タイプ「WMP30G」も発売。
- 2026年7月29日
-
- 2026年7月23日

-
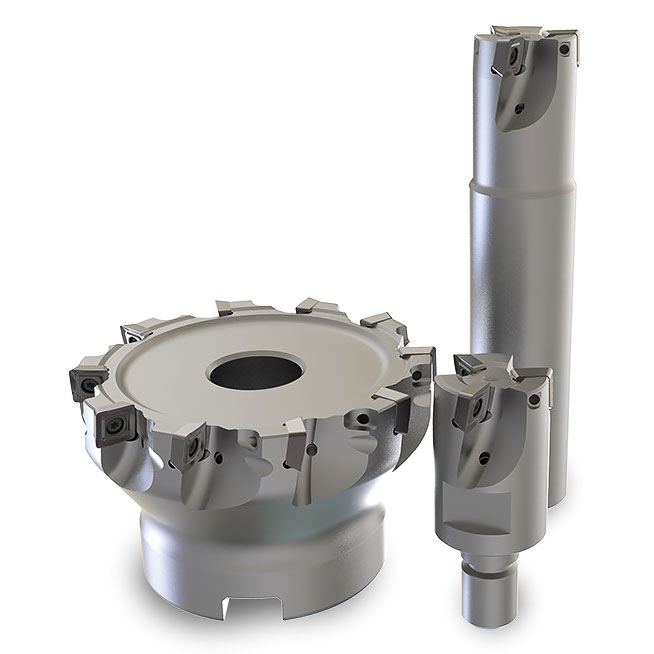
ダイジェット工業は肩削り加工用刃先交換式カッター「SIC―EVO」でロング刃長タイプを発売しました。
シェルタイプとして直径50ミリメートルと63ミリメートル、シャンクタイプとして直径32ミリメートルと40ミリメートルをそろえました。
炭素鋼、ステンレス鋼、アルミニウム合金、硬度50HRC以下の焼入れ鋼などに対応する。完全2面拘束でインサートを固定し、びびりのない安定加工を可能にしました。
すべてのポケットにクーラント穴を備えることでインサートにエアや切削液を供給し、切りくずのかみ込みトラブルを防止します。
- 2026年7月23日
-
- 2026年7月22日

-
ワルタージャパンは、最大刃当たり送りを従来比50%増の3ミリメートルに高めたチップ交換式ミーリングカッター「エクストラテックS3 M6420」を発売しました。
最大切り込み深さも同2倍の2ミリメートルと向上。工具剛性や切り粉排出性を高めました。
工具直径は40ミリ―100ミリメートル、チップ枚数は3―9枚。消費税抜きの想定市場価格はボディーが5万7400円から、チップが1個当たり3180円から。切り粉排出用の溝であるフルートのデザインを改良し、排出性を高めました。また従来1、2箇所だったクーラント吐出口も最大3箇所に増やし、クーラント供給量を最大48%向上。切り粉排出性や冷却性を高め、チタン、インコネルなど難削材の生産性を向上します。
- 2026年7月22日
-
- 2026年7月21日

-
ユニソルは円すい型ドリルに対応する卓上型研磨機「M―01―A」を発売しました。対応サイズは直径2ミリ―13ミリメートル。刃先を平面に仕上げる研磨方式を採用しており、刃先の強度向上と延命につなげます。独自の刃先ポジショナーと微調整が可能なコレットホルダーを採用。
ポジショナーの基準線と刃先が平行になるよう目視による正確なセッティングを容易にし、安定した精度の研磨を可能にしました。
- 2026年7月21日
-
- 2026年7月17日
-
住友電気工業は隅削りカッター「SEC―ウェーブミルWEZ型」に、高強度な多結晶ダイヤモンド(PCD)材種を拡充して発売しました。
耐欠損性と耐摩耗性を両立しつつ、高精度な加工と長寿命化を実現。アルミニウム合金などの非鉄金属材料の安定した加工に適します。
- 2026年7月17日
-
- 2026年7月15日
-
住友電気工業は、金型仕上げ加工用エンドミル「スミボロン バインダレスエンドミル」を発売しました。
独自の製造プロセスで、結合材を一切使わず立方晶窒化ホウ素(CBN)粒子を直接強固に結合させる「バインダレスCBN焼結体」を適用。高品位な鏡面加工と長寿命化を両立し、工具交換の手間や段取り時間を減らせます。
従来のスミボロンバインダレスは粒径数百ナノメートル(ナノは10億分の1)だったのに対し、今回はCBN粒子を同数十ナノメートルに微粒化させた精密加工用新材種を開発。独自の加工技術により、鋭く高精度な切れ刃で高品位な鏡面加工を実現。工程短縮や磨き時間の削減にもつながります。
高硬度なバインダレスCBNによって長時間加工を行っても寸法変化が小さく、長寿命化を達成。ラインアップはボールエンドミルが12型番、ラジアスエンドミルが4型番。
- 2026年7月15日
-
- 2026年7月14日
-
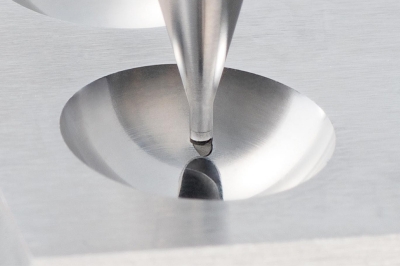
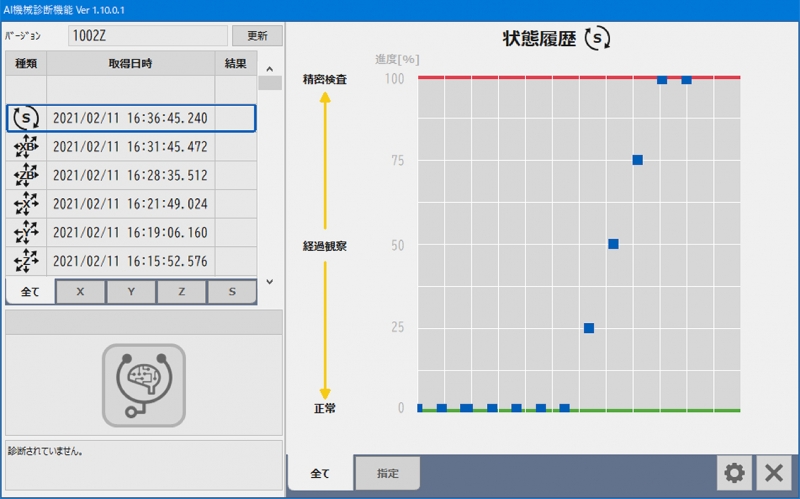
オークマは工作機械のコンピューター数値制御(CNC)装置に内蔵したAI(人工知能)により旋削主軸の異常を診断する機能を開発しました。
従来、人手により1時間程度を要していた診断時間を、約3分に短縮。保全の専門知識に依存することなく故障の予兆を検知し、突発的な機械停止を防止できます。
専用のセンサーは不要でCNCの情報のみで診断する。オークマによるとセンサーレスによる旋削主軸のAI診断機能は世界初。
1サドルCNC旋盤「LB EXシリーズ」、複合加工機「マルタスBIIシリーズ」「同Uシリーズ」に標準搭載。
ほかの旋盤などにはオプション設定。
- 2026年7月14日
-
- 2026年7月10日
-
菱マテリアルは、インサート(刃先交換チップ)の小型化による多刃設計でテーブル送り速度を向上させるスクリューオン式肩削りカッター「ASX300」を発売しました。
従来ある同種のASX400より、インサートのサイズを一回り小さくした。切れ刃稜線と刃先形状の最適化で、インサート寿命の向上と高品位な仕上げ面を実現。
加工時間を短縮し、電力負荷など環境面にも寄与します。
- 2026年7月10日
-
- 2026年6月29日

-
シグマ光機は炭素繊維強化プラスチック(CFRP)製の光学定盤(ブレッドボード)を発売しました。
レーザー加工機などの光回路の形成用で熱変位が少なく軽量。熱膨張係数0・3の低膨張タイプと同3・8の汎用タイプがあります。
50ミリメートル間隔で直径6ミリメートルのネジ穴があり、ミラーや各種フィルターなどの光学デバイスを高い位置精度で固定可能。熱膨張係数は1メートルの物質が1度Cの温度変化時の変位を1マイクロメートル(マイクロは100万分の1)単位で表す。低膨張タイプは熱膨張での誤差発生が従来の主流のアルミニウム製の約70分の1。
- 2026年6月29日
-
- 2026年6月24日

-
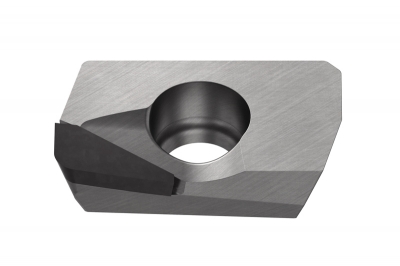
三菱マテリアルは、インサート(刃先交換チップ)を独自のV字型形状にし、長時間の安定加工を可能にした多機能肩削りカッター「RS0112」を発売しました。
V字形状で切れ味と刃先強度を両立できるようになり安定加工を可能になります。丸みを帯びた、高精度な大R切れ刃と最適化された刃先形状で高品位な仕上げ面を実現し、耐欠損性を高めました。カッターのボディーの耐久性も強化しました。
合金鋼やステンレス鋼、チタン合金など幅広い被削材に対応し、生産現場の自動化や省人化のニーズにも対応。
- 2026年6月24日
-
- 2026年6月22日
-
住友電気工業は鋳鉄旋削用コーティング材種「AC4115K」を発売しました。独自の化学気相成長(CVD)コーティング技術により同社従来品と比べて約2倍に耐摩耗性を高め、工具寿命の延長と加工コストの低減に寄与します。インサート(刃先交換チップ)は計292型番をラインアップ。
独自のCVDコーティング技術「アブソテック」を適用し、結晶の配向性の制御を高度化したアルミナ層と、耐塑性変形性に優れる超硬母材を組み合わせることで耐摩耗性を大幅に向上させました。
自動車産業では車体の軽量化による燃費向上を目的に、部品の薄肉化・高強度化が進み、高強度ダクタイル鋳鉄の採用比率が高まっています。新製品はこうしたニーズに応えるため、ダクタイル鋳鉄の連続加工に適するよう開発しました。
- 2026年6月22日
-
- 2026年6月15日

-
MOLDINOは、高硬度鋼用微細超深穴加工ドリルの「エポックマイクロステップボーラーHエボリューション(EMSBHE)―ATH」について、注射針金型用ゲージピン穴規格に適合する118サイズを追加発売しました。工具直径で100分の1ミリメートル単位での品ぞろえ。
EMSBHE―ATHは、独自の切りくず排出機構と刃形を持つため、加工穴深さと切れ刃径の比率が30の小径深穴直彫り加工が可能になります。
- 2026年6月15日
-
- 2026年6月12日

-
ブラザー工業は、パレットチェンジャーを搭載した小型マシニングセンター(MC)「スピーディオRシリーズ」について、生産性を向上した新型機を発売しました。
標準仕様の主軸回転数を従来比20%高め、熱変位の自動補正機能などを搭載。
標準仕様の主軸回転数を毎分1万2000回転に上げた。併せて高速の同2万回転仕様、高トルクの同1万回転仕様も追加
新機能としては機械の熱変位をタッチプローブにより計測し、自動補正する機能を搭載。加工前の暖機運転をしない場合でも精度の安定を図れ、従来比約10%の生産性向上が見込めます。
また工具交換時に主軸との間に切り粉が侵入する「切り粉噛(か)み」を検出する機能も装備。検出するとエアやクーラントで自動洗浄し、再度切り粉噛みをチェック。問題がなければ加工を再開するため、長時間の無人運転に寄与します。
新型機に合わせワイドストロークの「W1000Xd2」、横型の「H550Xd1」にも毎分2万回転の高速仕様を追加。W1000Xd2には同時5軸仕様も追加した。
- 2026年6月12日
-
- 2026年6月10日

-
日進工具は炭素鋼の平面仕上げに適したサーメットロングネックラジアスエンドミル「CHR430R」を発売。
耐摩耗性、耐凝着性に優れたサーメットを採用しゴム型や部品加工の磨き時間を短縮しました。
炭素鋼は加工中に切りくずが凝着しやすい。セラミックスと金属を複合させたサーメットなら超硬合金に比べて炭素鋼との親和性が低く、凝着を抑えます。
さらに底刃コーナー部に微小な隙間を設け、仕上げ面の面品位を高める。2段すかし角形状にすることで工具摩耗を抑え、工具寿命を保てます。刃は直径1ミリ×コーナー半径0・1ミリメートルから、直径6・0ミリ×コーナー半径0・3ミリメートルまで全8サイズ。
- 2026年6月10日
-
- 2026年6月8日
-
MOLDINOは、金型構造部の高能率仕上げ加工用カッター「アルファポリッシュミルVタイプ(ASPV)」で、大径品など中心に40種追加し全92アイテムとした。切れ味の良い、小さなインサートを採用して精密加工に適した「ASPVmini」も10種追加し全38アイテムにした。
ASPVシリーズは研削級の高精度なインサートと多刃仕様のボディーを組み合わせ、仕上げで相反関係にあった加工精度と能率の両立を図る。今回、金型構造部の立壁と底面の仕上げへの対応範囲を拡大し、ボアタイプでは刃径の直径で80ミリメートル、100ミリメートル、125ミリメートルのものなどを追加した。これによりホルダーは工具径直径で10ミリ―125ミリメートル、インサートは11材種が出そろった。
ASPVminiは小径・多刃仕様で、超硬エンドミルからの置き換えも狙っている。
- 2026年6月8日
![]()