三井精機工業 「ブリスク」加工用5軸MC
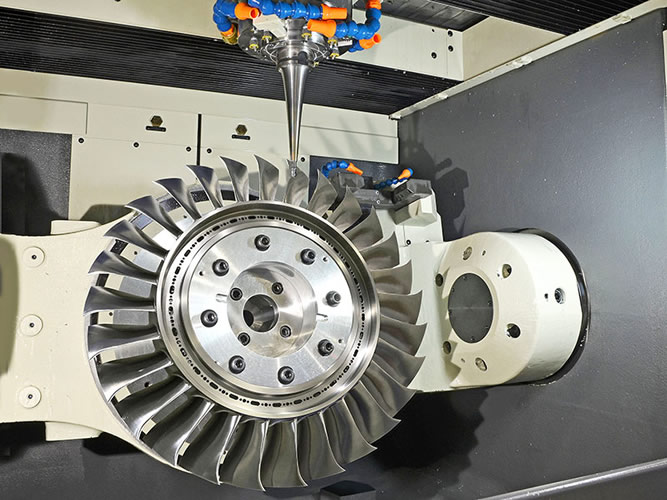
三井精機工業は航空機エンジンメーカー向けに円盤状のローターディスクと翼を一体化したブリスクを加工できる5軸マシニングセンターを供給している。1枚の円盤から何十枚もの翼を削り出すため、高精度な機械が求められる。同社は部品の開発から携わり新しい加工方法を開発できる技術を持っており、顧客の要望に柔軟に対応する。
ブリスクは航空機用エンジンの圧縮機部や小型エンジンのファンブレード部に使用する。ブレードとディスクが別部品のものと比べて軽量化やクラック発生のリスク低減につながる。
加工の難しさについて川上社長は「材料には難削材であるチタン合金などが使われる。加工時間の短縮によるコスト削減や面の精度、工具の高寿命化などが求められる」と語る。翼は仕上げ形状に近づくに従い薄くなるため剛性が低下し、振動によるびびりが発生しやすくなる。
ブリスクの翼の厚みは約1ミリメートル。面にくぼみがあったり、翼のエッジ部分に溝ができたりすると、気流が乱れ失速の原因になる。要求精度は各メーカーにもよるが、加工後の手磨き工程を省ける面粗度(Ra)0・4マイクロメートル(マイクロは100万分の1)。一つのブリスクで数百万円以上するため、手作業による誤差発生を防ぎたいというメーカーの要望に応える必要があった。
同社はブリスク加工用途として5軸立型マシニングセンター「Vertex55X Ⅲ」などを内外に100台以上納めた。同製品はチタン合金などの難削材加工に対応できる機械剛性を持つ。回転軸の中心付近に加工点を設け、加工時間短縮に貢献することも特徴の一つだ。17年発売の「Vertex75X Ⅲ」は全ての翼を削る時間が従来製品比25%減の45時間となった。
加工は翼の周りを工具が回りながら削りだす。守田幸市営業本部精機営業部次長兼精機販売推進室長は「翼の先端部分から中心部にむけて徐々に削り出していく。エッジの部分がギザギザにならないように制御できる技術を持つ」と話す。
同社は1980年代にチタン製ブリスクを加工するための特別仕様の同時5軸制御マシニングセンターを北米の航空機エンジンメーカーに納入した実績を持つ。燃費向上や二酸化炭素(CO2)の排出量を削減するため約10年前から民間用エンジンでもブリスクの需要が増えた。大手工作機械メーカーは手を上げたがらない中、三井精機工業は小回りの良さと難削材を高能率に加工するノウハウを生かして、各メーカーの要望に対応していった。
今後は耐熱性が高いニッケル合金など新たな材料の利用により、加工難易度が上がる可能性がある。金属積層造形(AM)による補修も注目が集まる。川上社長は「航空宇宙分野は難しい分野。ニッチな市場で高い要求精度が求められるが、その分やりがいがある」と顧客と一緒になった開発を続けていく方針だ。