-
- 2023年1月30日

-
新コーティング+高含有CBNにより耐摩耗性と耐欠損性を両立。連続~断続・強断続まで幅広い加工領域をカバーし、高硬度材の長寿命・安定加工を実現します。
・新コーティングで耐摩耗性を向上
高硬度材加工では、長寿命・安定加工が求められます。KBN020は、高密着層を有する新開発のPVDコーティング MEGACOAT® TOUGHを採用しました。TiAlNを主成分とする高耐摩耗層が、酸化/拡散摩耗を抑制。さらに、コーティングに高密着層を設けることで、CBNと高耐摩耗層との密着性が向上。膜剥離を抑制し、長寿命・安定加工を実現します。
・新開発の高強度CBNで耐欠損性を向上
KBN020は、新開発の高強度CBNで耐欠損性も向上。高含有CBNを専用の高純度TiNバインダで緻密に焼結することで強度を高め、耐欠損性を向上します。さらに、新母材は高い放熱性を備えることでコーティング性能を引き出します。
・連続から強断続まで、幅広い加工領域をカバー
新コーティング+高含有CBNにより耐摩耗性と耐欠損性を両立し、高硬度材加工のコストダウンを実現するKBN020。連続から断続・強断続まで幅広い加工領域に対応し、工具集約を実現します。
- 2023年1月30日
-
- 2023年1月27日

-
自動車や航空機の部品に使用されるアルミニウム合金の穴あけ加工において、生産性向上の観点から更なる高能率化が求められていることに加え、部品の高精度化に伴い穴位置精度の要求も高まっています。
当社は、従来品に対して工具剛性と高い求心性を兼ね備え、新DLC(Diamond Like Carbon)コーティングを採用した「マルチドリルMDA型」を開発し、高能率条件での安定加工を実現しました。
・特長
(1)優れた加工安定性
ドリル刃先の新シンニング形状「RDシン二ング」の効果により高能率加工と穴位置精度の両立を実現。
(2)新DLCコーティングにより工具損傷を抑制
平滑性の高い新DLCコーティング「オーロラコートX」の採用により耐溶着性が向上し、工具損傷を抑制。
(3)鋳抜き穴への加工安定性向上
鋳造アルミニウム合金特有の位置ズレした鋳抜き穴の影響を受けにくい工具仕様に より加工安定性を向上。
・ラインアップ
MDA-H型(内部給油式) 計267型番
工具径/適用加工深さ
Φ1.0~Φ3.0㎜ L/D=3,5,10,15,20
Φ3.1~Φ12.0㎜ L/D=3,5,10
- 2023年1月27日
-
- 2023年1月25日
-
コダマコーポレーションの、データの一気通貫を実現する仏トップソリッド製3次元(3D)コンピューター利用設計・製造(CAD/CAM)システム「TopSolid」シリーズを紹介。
順送プレス金型設計支援システム「同プログレス」は製品のCADデータを活用して各種金型を設計し、周辺装置を含めた干渉もチェックできる。
- 2023年1月25日
-
- 2023年1月24日

-
サイトウ製作所のルーマ型ドリル「ADR―DLC/ADRL―DLCシリーズ」の紹介。
超硬質で超薄膜のダイヤモンドライクカーボン(DLC)コーティングを施し、良好な切れ味が続く。低摩擦効果により溶着も抑制。突発的な折損を抑えて安定した加工ができる。
外径は0・1ミリ―1・0ミリメートル。
- 2023年1月24日
-
- 2023年1月20日
-
兼房はヘッド交換式フェースミル「キャストイージーディスク」を紹介。
立方晶窒化ホウ素(CBN)の刃を使用した鋳鉄用。
特殊刃型により高い耐欠損性を持たせ長寿命化した。替え刃は3分程度で交換でき、段取り時間を削減。建設機械、農業機械、トラックをはじめとするエンジン周辺部品の加工などに提案する。
- 2023年1月20日
-
- 2023年1月19日

-
マシニングセンター(MC)用の高圧洗浄ツール「ブーストマスター」をご紹介。
MC内に取り付け、加工対象物(ワーク)の切りくずを洗える。
吐出圧は最大で15メガパスカル(メガは100万)。
加工後に高圧洗浄機にワークを運んで洗う必要がなくなり、工程内の二酸化炭素(CO2)排出量も削減できる。
- 2023年1月19日
-
- 2023年1月16日

-
座ぐり加工など多様な用途に対応したフラットドリル「KDZ」をご紹介。
新開発のコーティング技術により耐摩耗性と耐溶着性、耐チッピング性が向上。
長寿命になり安定して高精度に加工できる。
- 2023年1月16日
-
- 2022年12月29日

-
カトウ工機は、人手作業による表面仕上げを代替するマシニングセンター用バリ取りホルダー「ST20―DBR7―SC」を紹介。
10ミリメートルの伸縮機構により、加工対象物(ワーク)に倣って表面を仕上げます。
ワーク材質に応じてバネ荷重は4段階切り替え。防塵機構により摺動(しゅうどう)部への切り粉侵入を防ぎます。
- 2022年12月29日
-
- 2022年12月26日

-
ニューレジストンは、軸付き砥石「NRS超硬バー」の新製品「rvカット ACCコーティング」。
カット形状を工夫して切削力(生産性)を向上、同製品で初のコーティングを施すことで耐久性を高めました。
- 2022年12月26日
-
- 2022年12月22日

-
阿波スピンドル 深穴表面の傷を自動検査 穴ライザー・・・阿波スピンドル
阿波スピンドルは、レーザー傷検査装置「穴ライザー」や耐環境型リニアセンサーを紹介します。
穴ライザーは赤色半導体レーザーによる非破壊・非接触で円筒深穴表面の傷などの自動検査が可能。
耐環境型リニアセンサーは金型内部をリアルタイムで測定でき、金型挙動の見える化を実現します。
- 2022年12月22日
-
- 2022年12月20日
-
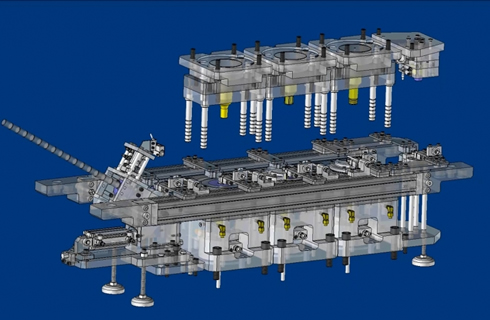
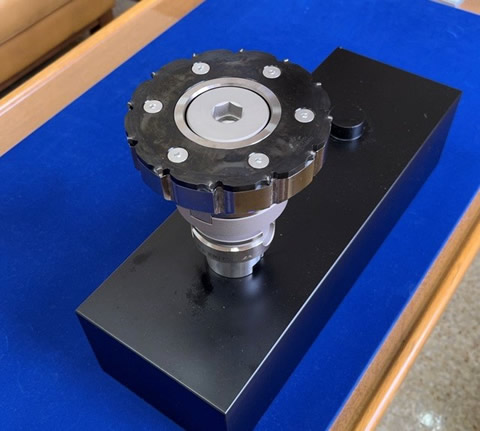
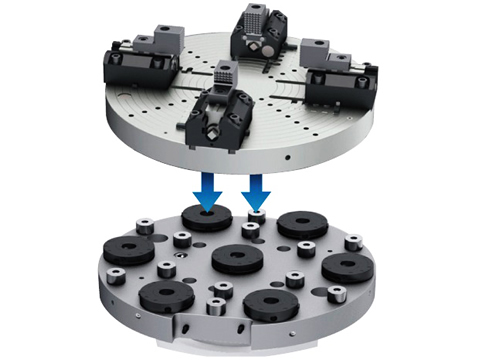
カワタテックの大型チャック交換システム「CCSシリーズ」は立旋盤の大型チャック交換時のマシン停止時間や手間を省きます。ユーザーの環境に合わせて設計から手がけるため、現場の声を取り入れやすい。
他にも薄型チャックなど高機能な工作物保持具、作業現場の効率化を助けるチャック類を提案します。
- 2022年12月20日
-
- 2022年12月15日

-
研削盤用ダイヤモンド・立方晶窒化ホウ素(CBN)ホイールの砥石(といし)面を高精度に再生するドレッシングツール「シナジードレッサ」
底面だけを加工したKITタイプも用意。ホイールの性能を十分に引き出せるよう設計・開発した。
- 2022年12月15日
-
- 2022年12月14日

-
武田機械 刷新した面取り加工機「CFR500」
ワンチャッキングで1辺150ミリ―500ミリメートルの角材プレートに対し、12辺と頂点部すべてを自動面取りする。手持ち式や倣い式の面取り機と違う高品質の面取りを実現。面取り量はC0・1―3・0の範囲で設定でき、各辺ごとでの設定も可能。
- 2022年12月14日
-
- 2022年11月28日

-
タンガロイは、直径数ミリメートルの超小型部品を加工するカム式旋盤と自動盤に対応した刃先交換式多機能工具「デュオ・フォース・カット」を発売開始しました。
自動盤だけでなくカム式旋盤でも刃先交換式工具を使えるようにしたことで、刃先位置精度に優れた安定加工が可能となり、工具コストの低減につなげられます。
ホルダーとインサート合わせて30製品を設定。
インサートポケットに設けた独自の凹凸形状により、確実で強固なインサート保持を実現。
6ミリメートル角シャンクでも高い刃先位置精度を維持して、溝幅0・5ミリメートルのインサートで直径4ミリメートルの安定した突切り加工が可能となります。
インサート材種には耐摩耗性と耐欠損性のバランスが良く、汎用性に優れた「SH725」を設定し、幅広い被削材に対応します。
- 2022年11月28日
-
- 2022年11月17日

-
ユニオンツールは2枚刃ロングネックボールエンドミル「HWLB」を発売。
ネガティブ刃形状で高硬度材加工専用。耐摩耗性に優れる新コーティング「HMWコート」を採用。
硬度60HRC前後の加工に最適。工具精度は外径公差0・006ミリメートル、半径精度プラスマイナス0・003ミリメートル、シャンク径公差0・004ミリメートル。
仕様はボール半径0・25ミリ―1ミリメートルの全43型番。
- 2022年11月17日
![]()