what is 「鉄の硬さと工具材質」
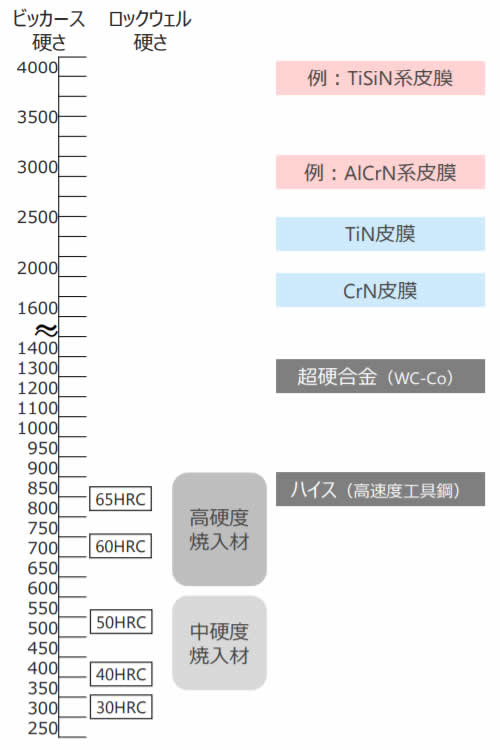
・被削材に対して、ビッカース硬さ換算で3倍(4倍)以上の硬さが工具材には必要です。
・超硬合金で切削出来るのはHRC30程度の被削材までが一般的です。ハイスでは焼入れ材の切削は困難です。
皮膜をコーティングし、工具母材の硬さを補います。
コーティング工具材硬度≧被削材硬度×4 とすると、
HRC40焼入れ材→工具材硬さは1600Hv以上必要
CrN(少し硬い) TiN(切削可能)
HRC50焼入れ材→工具材硬さは2000Hv以上必要
TiN(実質、加工困難) AlCrN(切削可能)
HRC65焼入れ材→工具材硬さは3300Hv以上必要
TiSiN系コーティングで加工可能