-
- 2025年2月5日
-
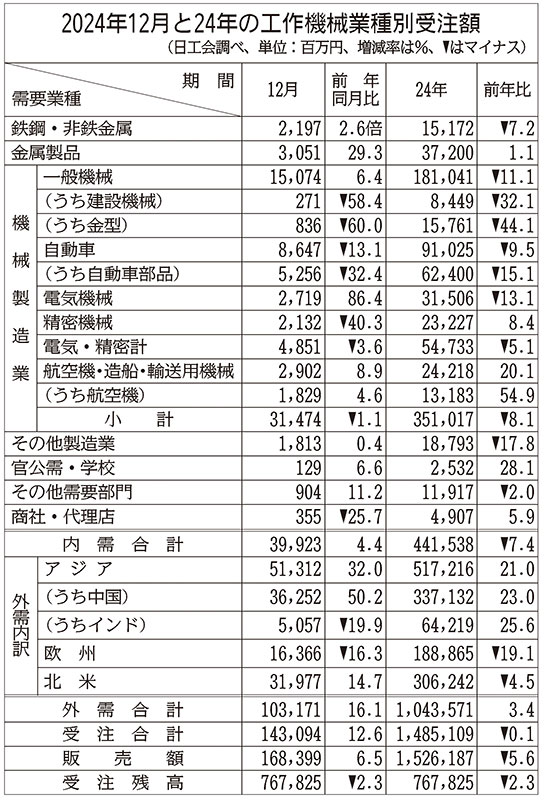
日本工作機械工業会(日工会)が発表した2024年の工作機械の受注実績(確報値)は、前年比0・1%減の1兆4851億900万円と前年並みとなった。長く続いた受注の調整局面を終え、24年半ばから一進一退で推移した。日工会の稲葉善治会長(ファナック会長)は「内需や欧米が電気自動車(EV)などのプロジェクトの遅れにより想定より伸び悩んだ一方、中国の回復が補った」と振り返った。
24年暦年の受注額は過去8番目で、全体に占める外需の比率が初めて7割を超えた。
地域別ではアジアが同21・0%増の5172億円と、2年ぶりに5000億円を超えた。うち中国は同23・0%増の3371億円。補助金効果に加え、EVやIT関連投資が押し上げ、過去4番目の高水準となった。
インドは同25・6%増の642億円と過去最高を更新。自動車や一般機械向けが伸び、外需ではドイツを抜き3番目の需要地となった。ベトナムも電気・精密向けなどが伸び、同2倍と躍進した。
24年12月単月の受注実績は前年同月比12・6%増の1430億9400万円だった。3カ月連続で増加し、21カ月ぶりに1400億円も上回った。
アジアは同32・0%増の513億円と9カ月連続で増加。自動車向けで中国やインド、電気・精密向けで中国やベトナムで大型受注があり、30カ月ぶりに500億円を超えた。うち中国は同50・2%増の362億円で、43カ月ぶりに350億円を上回った。
北米は同14・7%増の319億円。5カ月ぶりに増加し、15カ月ぶりに300億円を超えた。稲葉会長は米国の政権交代を受け大手ジョブショップなどで受注が増えたほか、「航空機関連での大型受注や商社代理店でストックを積み増す動きが感じられる」とした。日工会は25年の工作機械の年間受注額が前年比7・7%増の1兆6000億円になると見通し、3年ぶりの増加を予想する。
- 2025年2月5日
-
- 2025年2月4日

-
乗用車メーカー8社が発表した2024年の生産・販売・輸出実績によると、8社合計の世界生産台数は前年比6・6%減の2409万8764台となり、4年ぶりに前年実績を下回った。国内での認証不正に加え、中国での新エネルギー車(NEV)市場拡大による競争激化、インドネシア・タイなどでの厳格なローン審査継続などが影響した。
国内生産は前年比8・7%減の783万365台、国内販売は同7・8%減の403万9726台となり、ともに2年ぶりに前年割れ。海外生産も同5・5%減の1626万8399台で4年ぶりに前年割れとなった。
各社の世界生産はトヨタ自動車が同5・1%減の952万1876台で4年ぶりのマイナス。認証問題やハイブリッド車(HV)「プリウス」の生産停止などが響いた。
日産自動車、ホンダ、三菱自動車は2年ぶりに前年割れ。日産は米国でスポーツ多目的車(SUV)「エクストレイル/ローグ」が、中国でセダン「シルフィ」などが台数減となり米中でそれぞれ1割強のマイナス。
ホンダはNEV市場の拡大による販売影響で中国が同35・0%減だった。三菱自はタイ、インドネシアで1割以上のマイナスだった。
ダイハツ工業は認証不正が響き2年連続で前年割れ。マツダはSUV「CX―5」が低調で国内生産が1割超減少したほか、SUBARU(スバル)は期初に新型SUV「フォレスター」の生産立ち上げに伴う制約があり、それぞれ3年ぶりの前年割れだった。
一方、スズキは4年連続で増加した。過去最高の生産台数となったインドをはじめ、国内、海外が増えた。
24年12月単月の8社合計の世界生産は前年同月比7・8%減の187万3610台で8カ月連続の前年割れとなった。スズキとダイハツを除く6社がマイナス。日産、ホンダ、マツダ、スバルは2ケタ減となった。
- 2025年2月4日
-
- 2025年2月3日

-
ヤマザキマザックは多様な自動化システムを構築できる同時5軸加工機「ヴァリアクシスC―700」を発売開始した。
加工対象物(ワーク)を搬出入する自動ドアを後付け可能で、導入後も生産形態に合わせて自動化システムを作れる。
大型ワークが積載できる両端支持タイプのチルト・ロータリーテーブルを採用。多面・5軸加工でも工具突き出し量を抑えてビビりのない加工ができる。
- 2025年2月3日
-
- 2025年1月31日
-
タンガロイは小径のヘッド交換式ドリル「アド・マイスター・ドリル」シリーズに、工具径4・5ミリ―5・9ミリメートルに対応するL/D(工具突き出し長さと工具径の比)が8の仕様のボディーを追加した。
シャンク径は6ミリメートルの円筒形状で、スプリングコレットチャックや油圧ホルダーに対応。特殊な形状のクーラント穴を備え、深穴加工で重要な切削油吐出量も確保できる。
- 2025年1月31日
-
- 2025年1月29日

-
曽根田工業は肩部の破損を防ぐ独自構造「ショルダープロテクト形状」を採用した「M216ラフィングエンドミル」を発売した。
コーティングは耐久性や耐摩耗性を高める窒化アルミニウムクロムを採用。45度のねじれ角の外周刃で切り込みが深く、肩削り、溝加工に向いている。
仕様は刃径ごとに刃数が異なり、直径6ミリ―12ミリメートルは4枚刃、同16ミリメートルは5枚刃、同20ミリメートルは6枚刃。
- 2025年1月29日
-
- 2025年1月27日

-
サンドビックは、フライス加工用カッター「コロミルMS20」を発売した。
肩削り、正面フライス、ランピング、プランジ加工などさまざまなフライス加工に対応する。
ボディーに新材質を採用し、高い疲労強度と耐変形性を実現した。大きなチップポケットを設けて切りくず排出性を高め、ステンレスや耐熱合金の長い切りくずにも対応するように最適化した。チップは厚みを増やして一定にすることで欠けを防止し、軸方向の切り込み量に関わらず安定した性能を発揮できるようにした。
カッター径は16ミリ―84ミリメートル、シャンクは5種類を用意。チップはチップブレーカーがオーステナイト系ステンレス鋼用と、二層ステンレス・インコネル用をラインアップし、各被削材用材種を11種展開する。また、チップブレーカーはチタン合金用も追加予定。
- 2025年1月27日
-
- 2025年1月24日

-
松浦機械製作所は、5軸加工機の入門機をベースに旋削機能を取り入れた5軸複合マシニングセンター(MC)を開発し、発売した。
マシニングと旋削の機能を両立する専用テーブルを搭載。ベース機の使いやすさをそのままに、ワーク(加工対象物)のチャックを一度も外さずに加工するワンチャッキングによる工程集約を実現した。複合加工機のエントリーモデルとして提案する。
新製品の「MX520T」は、価格が消費税込みで5720万円。ワークを自動交換するフロアパレットシステム「PC4」と90本工具マガジン付きの機種は同7568万円。月間3台の販売を目指す。
ベース機となるのは、5軸制御立型MCの「MX520」。MXシリーズは松浦機械製作所の主力製品の一つ。多品種少量生産に適しており、5軸加工機の入門機として累計2100台超の出荷台数を誇る。
MX520Tは高精度な旋削加工に対応するため、主軸端に複合加工機用工具ホルダーを採用。主軸には旋削加工時でも工具がブレないようにする、高剛性なブレーキ機構を標準装備した。
一方、同機構を組み込みつつも主軸ノーズ径は従来サイズに抑え、マシニング加工時のワークへの接近性を確保した。
旋削主軸には最高回転数が毎分800回転、最大トルクは500ニュートンメートルのダイレクトドライブモーターを搭載。旋削用とマシニング用工具は同じ工具マガジンに収納可能で、省スペース性も訴求する。
- 2025年1月24日
-
- 2025年1月22日
-
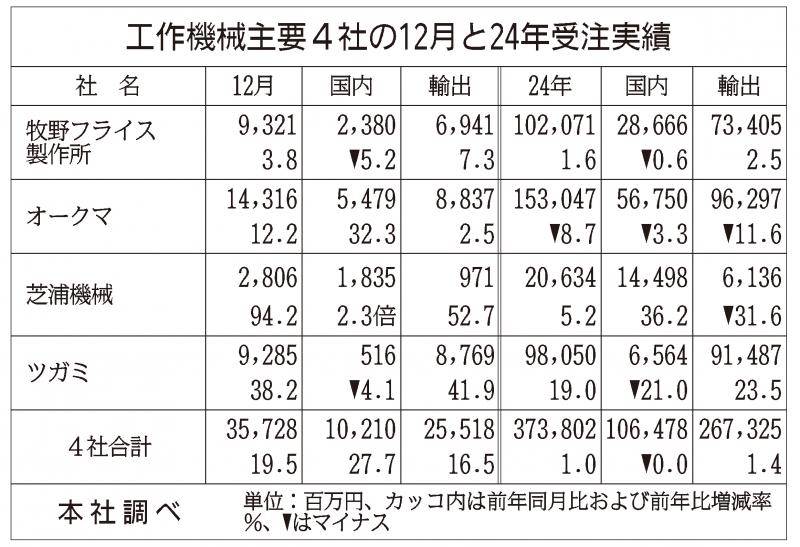
日刊工業新聞社がまとめた工作機械主要4社の12月の工作機械受注実績は、前年同月比19・5%増の357億2800万円と7カ月連続で増加した。全社で輸出がプラスとなった。地域ごとに差はあるが大手企業を中心に設備投資を計画通り進める動きがある。一方で中小など一部企業では様子見の姿勢も見られ、まだら模様の市況が続いているようだ。
4社合計の輸出は同16・5%増と4カ月連続で増加し、国内も同27・7%増と5カ月連続で増えた。
牧野フライス製作所は輸出が前年同月比で5カ月連続で増加した。「中国で新エネルギー車(NEV)関連向けが伸びたほか、一般機械向けも増加した」。
オークマも輸出が3カ月連続で増加。米国で航空宇宙やエネルギー関連向けが堅調だったほか、中国ではNEVや半導体関連向けで一部設備投資の動きがあった。ただ「全体的に様子見の方が強い」とし、米国や中国で設備投資が活発化する動きには至っていないとみる。
中国市場が主力のツガミは輸出が同41・9%増と4カ月連続で増加した。同社幹部は「不透明感が続く中で堅調に推移した」と慎重な見方を示した。
国内では芝浦機械が同2・3倍で5カ月連続の増加。造船関連や産業機械、建設機械向けで横中ぐり盤など「大型の工作機械が大幅に増加した」。超精密加工機でも半導体や光通信関連向けが増え、受注を押し上げた。
また4社の24年暦年の受注実績は、前年比1・0%増の3738億200万円だった。うち輸出は同1・4%増の2673億2500万円となり、国内は前年並みの1064億7800万円だった。
牧野フライス製作所は同1・6%増と2年ぶりに増加。「中国でNEV関連向けを中心に受注を伸ばしたほか、米国などで航空機向けが堅調に推移した」。
25年の受注環境については「老朽化更新の需要も見込まれ、人手不足を背景に自動化などのニーズが広がれば」(オークマの営業部)との声も聞かれ、年後半からの本格的な回復に期待が集まる。
- 2025年1月22日
-
- 2025年1月17日

-
村田機械は旋盤にY軸方向へのミリング加工機能を搭載し、複雑形状ワーク(加工対象物)の複合加工に対応する正面型1軸コンピューター数値制御(CNC)ターニングセンターを開発した。
人手不足による加工現場の自動化・工程集約化需要に応えた機械で、ワーク搬送用のガントリーローダーも搭載。非搭載の1軸旋盤と安全柵付きロボットで構成する搬送自動化ラインと比べ、約25%省スペース化する。多様な部品加工現場での自動化ニーズを取り込む。
ワークを固定するチャックサイズが6インチと8インチで、作業者に対して正面を向いた旋盤に、Y軸と回転工具を搭載した。工具を取り付けるツール台が主軸に対しY軸(上下)方向に動き、主軸がツール台に対し、X軸(左右)、Z軸(前後)方向に駆動することで、複雑なワークでも複合加工による工程集約を実現する。
機械内に搬送用ガントリーローダーを搭載。安全柵が必要なロボットを使った搬送自動化ラインと比べて省スペースで、自由なレイアウトが可能。ワーク変更時の加工プログラム作成に併せて、素材供給や完成品払い出しサイクルなどの搬送プログラムを修正でき、自動機を初めて使うユーザーでも簡単に操作できる。
設置面積は幅1550ミリ×奥行き2350ミリメートル。
- 2025年1月17日
-
- 2025年1月14日
-
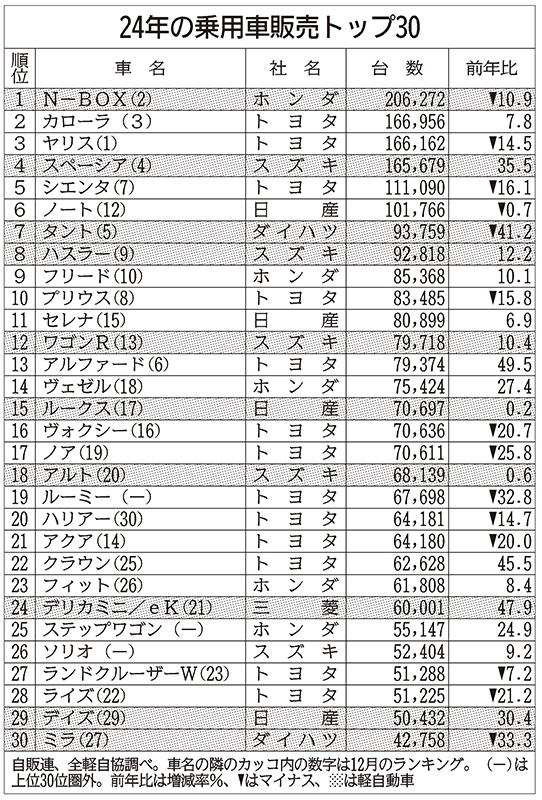
日本自動車販売協会連合会(自販連)と全国軽自動車協会連合会(全軽自協)が9日発表した2024年の車名別新車販売によると、ホンダの軽自動車「N―BOX(エヌボックス)」が前年比10・9%減の20万6272台で3年連続の首位となった。前年同様にN―BOXは唯一の20万台超えで強さを維持。このほか5車種が10万台を超えた。2位はトヨタ自動車の乗用車「カローラ」、3位は僅差でトヨタの小型車「ヤリス」となった。
23年から24年にかけて、一部メーカーで車の量産に必要な型式指定申請の不正が発覚。また、売れ筋車種をリコール(無料の回収・修理)対応などで一時生産停止したことなども販売に影響した。
ダイハツ工業の軽自動車「タント」は出荷停止が響き前年比41・2%減と大幅減少。23年の3位から順位を四つ落とした。23年に7位だったダイハツの軽「ムーヴ」は24年は上位30位圏外となった。
一方、スズキの軽「スペーシア」は23年から二つ、「ハスラー」は同五つ、「ワゴンR」は同六つ、それぞれ順位を上げ、健闘した。
24年6月にはトヨタ自動車とホンダ、マツダ、スズキ、ヤマハ発動機の5社で不正が発覚。その後約3カ月間、生産を停止したトヨタの小型スポーツ多目的車(SUV)「ヤリスクロス」などの影響もあり、「ヤリス」は23年に比べ一つ順位が後退。また24年4月に一部車両でリコールを届け出たトヨタのハイブリッド車(HV)「プリウス」は同15・8%減った。
24年12月単月の新車販売はヤリスが前年同月比6・9%増の1万5244台で3カ月連続で首位となった。2位はN―BOXで同24・6%減の1万4849台、3位はカローラで同11・4%増の1万2712台だった。
- 2025年1月14日
-
- 2025年1月10日

-
日本工作機械工業会(日工会)が発表した11月の工作機械受注実績(確報値)は、前年同月比3・0%増の1193億2700万円と、2カ月連続で増加した。3カ月ぶりに1200億円を割り込んだが、中国や米国の受注が全体を下支えした。日工会の稲葉善治会長(ファナック会長)は「事業全体として底堅く推移しているが、勢いよく改善が進むにはやや物足りない状況」と述べた。
地域別の受注額は、中国が同33・0%増の293億1900万円と8カ月連続で増加。業種別では自動車向けが同56・3%増の116億円と伸びた。電気自動車(EV)を中心とした中国国内での競争力強化に伴う増強や海外工場への投資などにより、稲葉会長は「車関係の設備投資は今後も続く」と見る。
米国は大統領選挙後、見送られてきた一部案件が受注につながるなど、同0・3%増の235億7700万円と4カ月ぶりに増加。欧州はドイツやイタリアで不振が続き、11カ月連続で減少した。
国内は27カ月ぶりに増加したが、前年の同時期は受注の弱含みが継続していた。稲葉会長は「増加局面にさしかかったと受け止めるには時期尚早」と述べた。
同日発表した2025年1―3月期の工作機械受注予測DI(「増加」と答えた企業の割合から「減少」と答えた企業の割合を引いた値)はマイナス8・2と、24年10―12月期から5・5ポイント悪化した。日工会では自動車業界でのEVシフトを加速する開発方針の逡巡や、トランプ米次期大統領の通商政策への懸念がDI値を下げたと見る。
25年の受注状況について稲葉会長は「今より悪くなる要因が見当たらない」と指摘。設備需要は基本的に回復方向にあり、次第に明るさを増していくと見通した。
- 2025年1月10日
-
- 2025年1月9日

-
内山刃物は、樹脂用工具メーカーの技術を生かした切削性評価の受託サービス事業を始めた。対象は工具や機械の性能、素材の加工性、加工の不具合の原因調査など。加工試験を行い、得たデータを解析して製品性能の評価のほか加工条件の改善を提案する。顧客を増やし、2027年4月期に同事業の売上高で25年4月期見込み比4倍の2億円を目指す。
内山刃物は産学連携による製品開発を機に、17年に社内用に切削性評価を行う拠点のR&Dセンタを整備した。
同センターでは切削動力計や工作機械、高速スピンドル、電子・レーザー顕微鏡などを備え、加工後の工具の損耗具合や加工面、切削抵抗などを総合的に評価する。測定装置の使用方法やデータを分析するノウハウは連携先の大学から支援を受け蓄積した。
従来の依頼先は大学の紹介が中心だったが、今後は積極的に業種を問わず顧客を開拓する。評価する加工方法は穴開けや旋削、研削などで、工具は他メーカー製も受け入れる。
対応材料は樹脂や鉄、非鉄、硬脆(ぜい)材、難削材、フィルム、発泡材など。場合によっては工具を試作する。
近年ベテランが引退して、切削不具合の原因調査の技能伝承ができてない現場も多い。また環境規制の強化で既存の切削液が使えなくなるなど、ユーザーが切削性評価を依頼する理由にはさまざまな背景がある。
- 2025年1月9日
-
- 2025年1月8日

-
曽根田工業は、外周の刃が波状のラフィングエンドミルの弱点である肩部の破損を防ぐ独自構造「ショルダープロテクト形状」を採用した「M216ラフィングエンドミル」を発売した。
仕様は刃径ごとに刃数が異なり、直径6ミリ―12ミリメートルは4枚刃、16ミリメートルは5枚刃、20ミリメートルは6枚刃。
ラフィングエンドミルは粗加工や重切削に適し、切りくずを分断して排出性に優れるといった利点がある。一方、波状の起点の場所によっては、肩部が極端に突出し耐久性に影響が出る場合があった。M216は波状構造が始まる前に直線部を設けて、肩部の突出を防いでいる。
コーティングは耐久性や耐摩耗性を高めるAlCrN(窒化アルミニウムクロム)を採用。45度のねじれ角の外周刃で切り込みが深く、肩削り、溝加工に向く。
- 2025年1月8日
-
- 2024年12月30日

-
不二越は高精度・高能率加工が可能な歯車研削盤が市場投入された。
自動車用減速機や産業機械分野を対象に、歯車研削の高精度化需要を取り込む。電気自動車(EV)化でノイズや振動の低減が求められる中、減速機に使われる歯車部品にも歯車研削による高精度仕上げ加工のニーズが高まっている。
新開発の「GSGT260」は高精度、高剛性、高耐久性のスピンドル構造を採用。また加工状態監視とフィードバック制御による精度管理を実施することで、歯形や歯すじ、ピッチといった歯車精度に加え、歯面の粗さやうねりなどの面性状を高め、ノイズや振動を低減した。
加工対象物(ワーク)の外径は20ミリ―260ミリメートル。歯の大きさを示すモジュールは最大4の歯車に対応する。EVやハイブリッド車(HV)用減速機の量産加工や産業機械向けの大型歯車の研削ニーズに応じる。機械サイズは幅2266ミリ×奥行き5709ミリ×高さ2500ミリメートル。
高精度に加え、非加工時間の短縮により高能率加工を実現する。独自の2軸数値制御(NC)ローダー機構の採用でワークを高速で入れ替え可能。また高速演算ユニットを搭載し、高速でワークの割り出しを実施する。高出力で高剛性な構造により、時間当たりの粗研削量を増大させることで生産性向上も見込める。一般的な歯車研削盤と比べて設置面積を約40%、高さを約20%縮減し省スペース化を実現した。
クーラント(冷却液)の消費電力の抑制と冷却エネルギーの削減で省エネにも対応する。
- 2024年12月30日
-
- 2024年12月27日

-
ソフィックスは、工作機械の加工室などにたまった切粉を自動で認識するシステムを開発した。加工室をカメラで撮影し、画像処理で切粉の発生箇所を自動で見つけ出す。今後、ロボットアームなどで切粉の排出までを自動化するシステムを開発し、2025年度以降の実用化を目指す。
同社が得意とする画像処理のノウハウを生かしつつ、機械学習で切粉の形状を覚えさせることで、切粉を自動認識するソフトウエアモジュールを開発した。同モジュールで加工機内の切粉の状況を解析し、切粉の位置情報をロボットに伝えることで、切粉を自動で除去するシステムが期待できる。
切粉除去を自動化できれば、従来は人手に頼ってきた清掃作業を効率化できる。切粉除去の適切な実行により、加工精度の向上にも寄与する。
- 2024年12月27日
![]()